|
PRESENTAZIONE LATITUDINE E LONGITUDINE GEOLOGIA CLIMA IDROGRAFIA FAUNA FLORA POPOLAZIONE CENSIMENTO 1981 SETTORE PRIMARIO SETTORE SECONDARIO SETTORE TERZIARIO SETTORE SECONDARIO
INDUSTRIA ED ARTIGIANATO
Il 32 per cento della mia popolazione attiva risulta occupato
nel
settore secondario (Censimento generale della popolazione,1981).
Per quanto riguarda la qualifica professionale, gli imprenditori
sono 6 (5 maschi), i lavoratori
in proprio IO (9 maschi), gli impiegati 11 (7 maschi) e i lavoratori
dipendenti 236 (171 maschi e
65 femmine).
Nel settore secondario gli uomini rappresentano il
73
per cento e le donne il 27 per cento. Da questi dati risulta che l'edilizia è l'attività più importante del settore, infatti il numero dei suoi addetti copre da solo più della metà degli addetti in totale (50,6 per cento).
Al secondo posto si
colloca
l'industria
dell'abbigliamento,
delle
pelli
e del legno
con
il 33,5
per cento;
al terzo
posto
l'industria
per
la lavorazione
dei
metalli
con
il
7,9 per
cento;
al quarto
posto
l'industria
estrattiva
con
il 5,9
per
cento;
infine le
altre
attività
con
il
2,1
per
cento.
Le
cifre
riportate
riguardano
il
lavoro
espletato
dai miei abitanti
anche
fuori
del luogo
di
residenza.
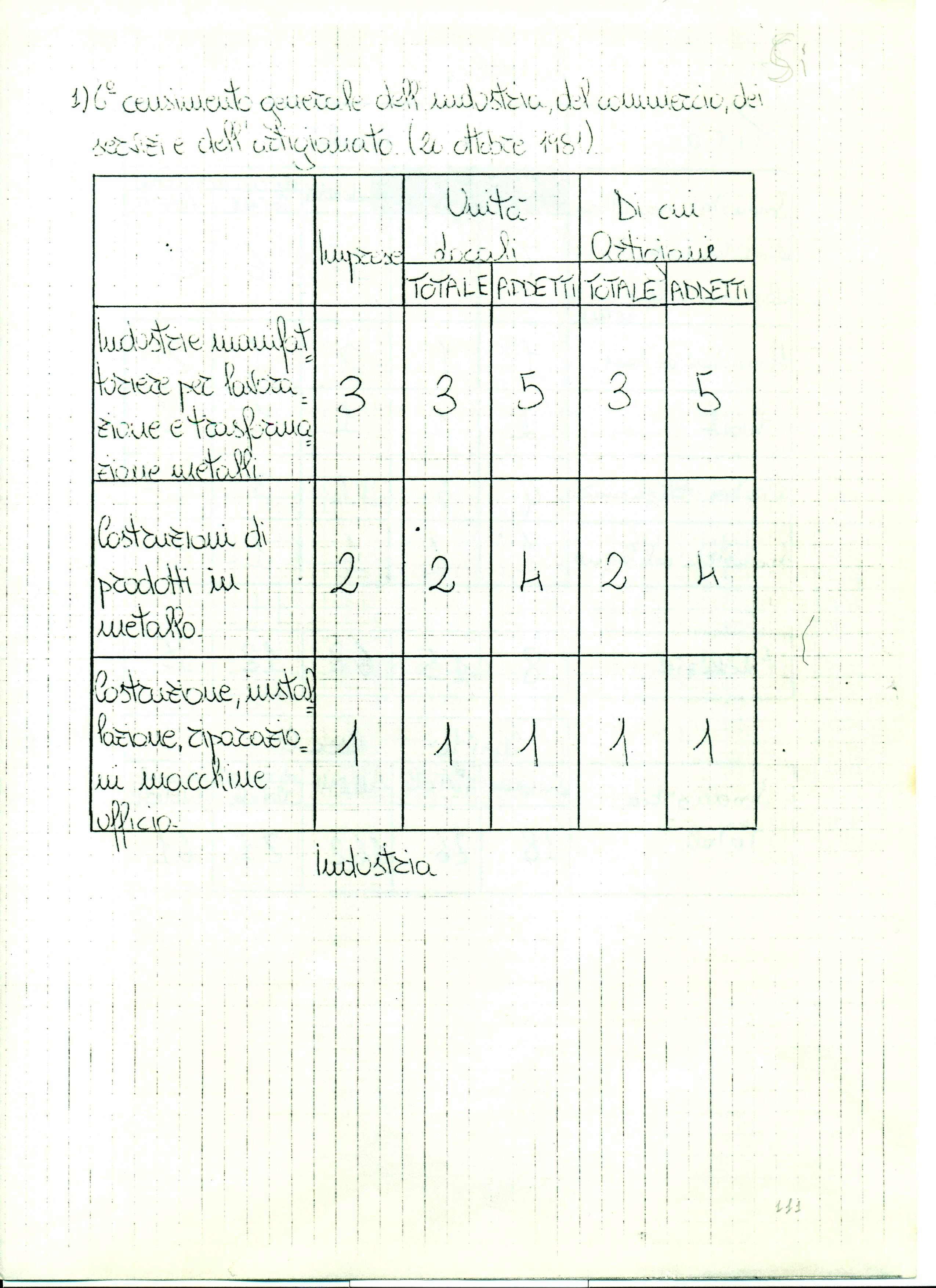
Il
6° Censimento
generale
dell'industria
(26
ottobre
I98I
- Dati
pubblicati
dall'Istat
nel 1984)
riguarda,
invece,
soltanto
le
imprese
e i
lavoratori
che operano nel
territorio
comunale.
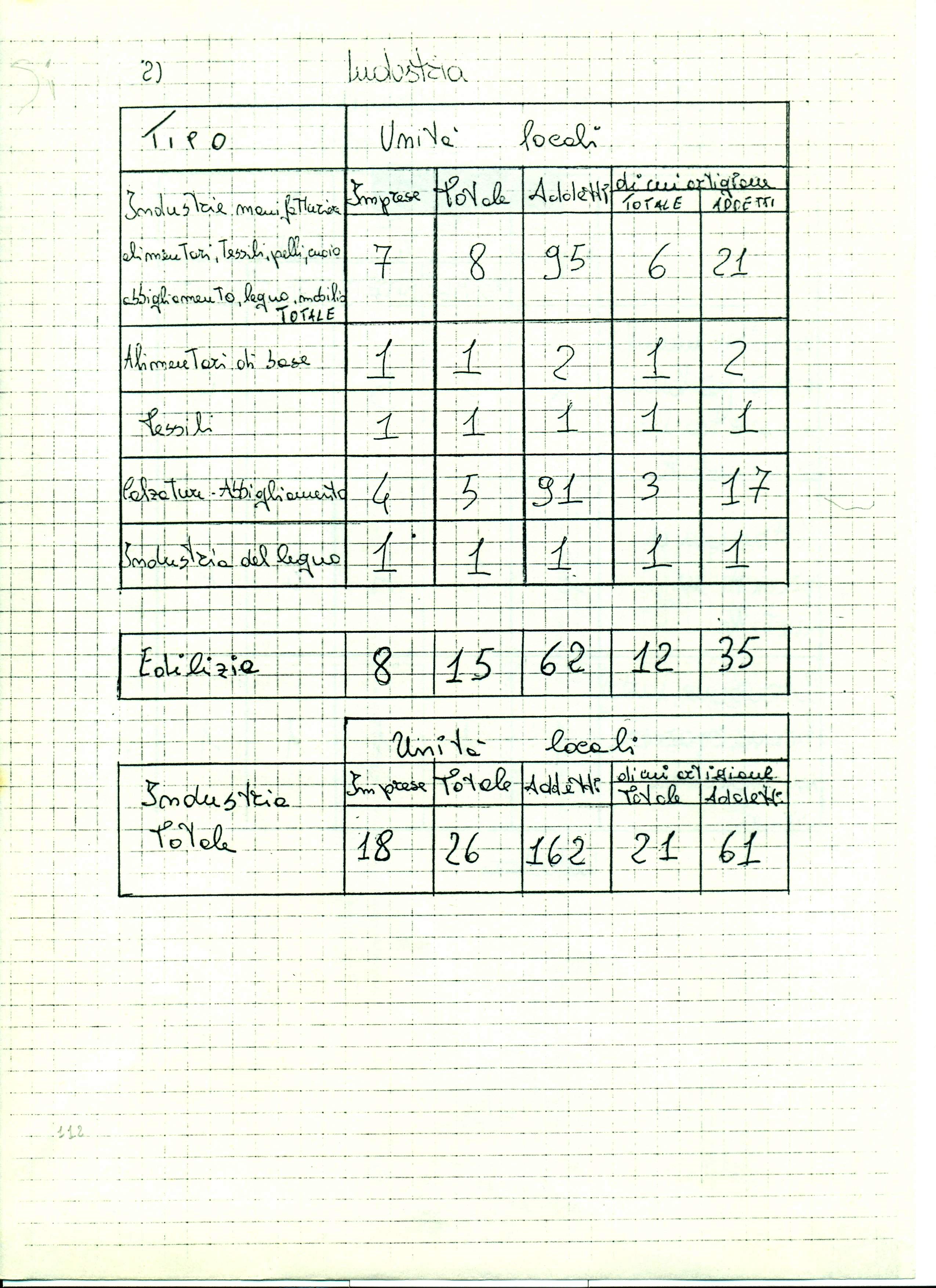
Nell'edilizia
operano 8 imprese con 62 addetti.
La
maggior
parte
delle unità locali hanno caratteristiche
artigianali,
sono cioè unità molto piccole, a conduzione familiare con pochi
coadiuvanti per lo più apprendisti. Soltanto 3 unità locali
nell'edilizia e 2 nelle industrie del secondo tipo (abbigliamento e
calzature)
non sono ritenute artigianali, e in esse
sono occupati moltissimi
lavoratori
del settore secondario, il 78 per cento.
Il totale degli addetti nell'industria e nell'artigianato ammonta
a
162.
Rispetto ai dati del Censimento della popolazione c'è
una differenza in meno di 101
addetti,
e
anche
la loro ripartizione
percentuale
è
diversa.
L'edilizia
non è più
al
primo posto,
ma si
sposta
al
secondo
con
il
38
per
cento
degli
occupati, seguita
dall'industria
per
la
trasformazione
dei
metalli,3
per
cento,e
preceduta
dalle
restanti
(abbigliamento,
alimentari,
legno
e pelle),
59
per
cento.
Fin
qui
le
cifre,
le
quali,
anche
se
non
delineano
con
limpidezza
la
situazione
reale
del
1981, ne
dànno
una
visione
sufficientemente
chiara.
Innanzitutto,
il
settore
secondario
acquista
la
sua
vera
importante
posizione
nella
mia
economia,
anche
se
si
tiene
conto
soltanto
dei
lavoratori
in
esso
occupati.
INDUSTRIA ESTRATTIVA
Se il
mio
stemma
dovesse
essere
mutato,
così come sta per
accadere
a quello
della
nostra
Repubblica,
suggerirei
di usare
come
simbolo
principale una cava. Una cava, infatti, tradizionalmente
ritenuta un
dono
di San
Michele,
sta alla base della
mia
rivoluzione industriale. Pionieri in questo ramo sono stati i membri
della
famiglia De
Matteis,
in particolare Nicola, suo figlio Alberto
e i figli di quest'ultimo
Domenico e Gianfranco, che dai primi anni
del secolo ad oggi
hanno fatto dell'attività
estrattiva
la forza motrice della mia economia.
Lo sfruttamento iniziale della cava di San
Michele,
così denominata perché si trova accanto ad una grotta nella quale fu rinvenuta una statua del santo, fu caratterizzato dall'alto numero
di persone che vi erano impegnate.
Il lavoro veniva svolto manualmente:
lo scavo procedeva a forza di picconate; il materiale estratto era trasportato nel posto di raccolta dalle donne, poi inviato
alla stazione
ferroviaria con traini e qui caricato sui vagoni.
Il primo esplosivo usato per rompere la roccia fu la polvere nera,
soltanto nell'ultimo
trentennio si
è
adoperata la dinamite.
Dalla cava
di San
Michele
si estraeva
materiale
calcareo
puro
al
96 per cento,
difficile
da
trovare altrove.
Un frantoio,
attivo
ancora
oggi,
sorto
a poca
distanza
dal giacimento,riduceva
la
pietra
estratta
in
polvere
finissima,
che,
in anni più vicini
a
noi,
con
camion
appartenenti
ai
proprietari
della
cava
o ad
autotrasportatori privati,
raggiungeva
alcune
fabbriche
in
Puglia
e in Molise.
La
polvere
di San
Michele
è
stata usata
per
la produzione
di
manufatti in cemento,
in particolare
mattonelle
tipo segati,
brecciati,
alcuni dei quali
sono stati
denominati
“bianco
Casalbore”
e
“oniciato
Casalbore".
Dalle industrie
pugliesi
e molisane
le
mattonelle sono esportate
anche all'estero,
soprattutto
nei
Paesi
arabi.
Qui
da
me e nei
paesi
vicini la
"rena"
della
cava
è
servita
nell'edilizia
per
realizzare
intonaci
interni ed esterni
molto
resistenti.
Ma di
essa
sono
stati
fatti
anche
usi impropri. Per
esempio,
veniva
usata
dalle donne
per
pulire i recipienti
di rame,
che
una
volta, tirati
continuamente
a
lucido, facevano bella
mostra di sé
nelle case. Durante la
guerra,
addirittura
dei contrabbandieri
la mischiavano
alla farina
per
aumentarne la quantità e,
soprattutto, il peso.
Sono state
fatte
anche delle prove per adoperare
la polvere
nelle
vetrerie, ma essa non
è
risultata adatta
perché
troppo
secca.
La
cava di San
Michele,
purtroppo, non
è
più attiva dal 1967
e da
allora
è
iniziato
lo sfruttamento di altri giacimenti, di
piccola entità, alcuni dei quali si sono esauriti nel giro di
pochi
anni. Cave di materiale calcareo sono state aperte nelle
contrade Santa Maria, Sant'Elia e San Nicola; esse continuano ad
alimentare
l'industria estrattiva che conta ora soltanto 6 addetti,
alle dipendenze della Edilcave. E' curioso notare come le località
con depositi calcarei portino nomi di santi: una ricerca geologica
collegata alla toponomastica potrebbe dare dei frutti insperati.
Quando anche le cave
ancora attive saranno esaurite e se non si
troveranno altri giacimenti,
non resterà che scavare sotto al miovecchio centro
abitato,
che
poggia
su
rocce calcaree
purissime.
Oltre
al
calcare,
io offro
in abbondanza
silice.
Una
cava
per
l'estrazione
di
questo
materiale
è
stata
aperta
nel
1957 in contrada
Pesco
La Torre.
Il
giacimento, molto
esteso
tanto da
giungere fin sotto
al Pagliarone,
è
di
proprietà
comunale
ed
è
attualmente
concesso
in
fitto
alla
Edilcave.
La
silice
estratta
rifornisce
lo
stabilimento
dell'Italcementi
di
Salerno.
Restano,
invece,
inutilizzate
le grosse
quantità
di
argilla
presenti
nel
mio
territorio,
soprattutto
in località
Le
Lame.
Si potrebbe
impiantare
una
fornace,
ma
gli imprenditori
interessati
rinunciano
al
progetto,
perché
ne
operano
già
molte,
anche
nei centri
vicini. Calcare, silice ed argilla costituiscono il patrimonio minerario che ho accumulato nel corso di millenni per donarlo ai miei figli. Non ho altro, se non in quantità minime. Mi sono anche sottoposto docilmente alle violente perforazioni delle trivelle che mi hanno esplorato in profondità alla ricerca di petrolio e di gas. Io che conosco bene il mio corpo posso confessarti di possedere dei depositi di idrocarburi, ma sono di entità modestissima, perciò oggi il loro sfruttamento risulterebbe in perdita, potrebbe essere, però, conveniente domani.
Meglio
così! Per ora mi basta sentire di notte
gli autocarri che partono colmi di polvere bianca benedetta dai
Santi.
INDUSTRIA
DELL’ABBIGLIAMENTO
Nella
lingua
dei
miei
abitanti è diventato di uso comune,
da circa un ventennio, il termine
"fabbrica". Con esso,
senza
alcun
rischio di
generare
confusione,
viene
indicata la
sede dell'industria
manifatturiera
di confezioni "Emmesse", nome
composto
dalle
iniziali del cognome e del nome del titolare
Muccillo
Silvestro.
La
fabbrica
rappresenta
il mio fiore all'occhiello, la colonna
portante
della
mia
economia.
Sorta nel 1962 come laboratorio artigianale con tre dipendenti
e con una produzione limitata ai pigiami per uomo, la "fabbrica"
si
è
sviluppata sempre di più, tanto che attualmente dà
lavoro ad
un'ottantina di persone. La prima sede era ubicata nel rione Parcoal corso Vittorio Emanuele, successivamente venne trasferita
in
Viale Cesare Battisti e qui rimase fino all'ottobre del I976 quando fu inaugurato il nuovo stabilimento, appositamente costruito
sul fianco Nord del
monte San Silvestro,
in via Pietro Nenni.
I locali
del
nuovo
complesso sono dislocati su tre
piani ed hanno una superficie
totale
di mq 3.200. A livello stradale vi
è il
locale
per
il
carico
e
lo
scarico della merce, che
con due monta-
carichi
viene
portata
nei depositi o nei vari reparti. I depositi
sono
due:
uno
per
la
materia
prima
da
utilizzare
nel
breve
periodo,
l'altro
per un magazzinaggio di maggiore durata. Al
primo
piano si
trovano
il grande
locale
per la lavorazione
e gli
uffici,
amministrativo
e
vendita;
in quello superiore c'è il reparto per
il taglio
oltre
ad
un
deposito
dei finimenti
(filo, bottoni,
cerniere
lampo,
ecc.).
La
fabbrica
è
dotata
di circa 120
macchinari:
macchine per
cucire
di
tipo
industriale; macchine
per
la
stampa e per
il ricamo;
macchine eliografiche
per
la
riproduzione
di matrici
con
il
modello originario;
macchine per il taglio;
tavoli
da stiro.
Poiché
è
frequente
qui
da me l'interruzione
dell'erogazione
di energia elettrica,
il
complesso
industriale
è
stato
corredato
di
un
generatore
di corrente
che
consente
di
evitare il blocco del
ciclo
produttivo.
La
"Emmesse"
produce
in
serie
articoli
di
abbigliameto
esterno
per
uomo,
donna e bambino:
pigiameria, grembiuli
per
la
scuola,
vestaglie
per
donna, jeans,
tute da ginnastica,
ed
è
caratterizzata
dalla
possibilità
di
cambiare i prodotti a seconda delle richieste
del
mercato.
Per una migliore organizzazione del lavoro la
fabbrica
si
serve
della consulenza
di
imprese di
Milano
e di Benevento,
specializzate
nella previsione
della domanda,
sia
per
i
modelli
che per i colori, nell'ideazione
dei capi e nell'etichettatura.
I tessuti,
che
costituiscono la principale
materia
prima
usata
nello
stabilimento,
arrivano, tramite
autotrasportatori,
da diverse
industrie
del
Nord,
di Varese,
di
Milano,
di Busto, di Gallarate,
da Prato e anche dall'estero. Con mezzi di sua proprietà,
la "Emmesse"
consegna
gli
articoli finiti e confezionati senza
l'apporto
di
altre
strutture
industriali ai grossisti che operano nella
nostra
regione
e in
tutte le altre dall'Abruzzo
in giù, isole comprese.
In
Campania
i
prodotti del lavoro casalborese
sono
diffusi
in tutte
le province
e
trovano uno sbocco
notevole
a Napoli,
nel
Cis
di
Nola,
che
è il centro
all'ingrosso
più
grande
d'Europa,
a San
Giuseppe
Vesuviano
e
a Pontecagnano,
dove
sta
sorgendo
un'altra
città
dell'ingrosso.
La
forza
lavoro,
distinta
in operai,
apprendisti
ed
impiegati,
è
quasi
tutta femminile;
gli
uomini
sono
soltanto
il
1O
per cento.
Le
operaie
sono
in
gran parte ragazze,
che
terminata
la scuola dell'obbligo
hanno
subito
la
possibilità
di
acquistare
una autonomia
finanziaria,
di
sentirsi
responsabili
ed
utili
a se
stesse
e alle famiglie
Fra
le lavoranti
vi
sono
anche
donne
coniugate,
con
mariti
disoccupati
o lavoratori
stagionali,
il
cui
salario
è
fondamentale
per
portare
avanti
la famiglia.
L'offerta
di manodopera
è
abbondante,
L'influsso
che la
"Emmesse"
esercita
sulla
mia
economia
è
grandissimo;
non tanto per
il
numero
delle persone
che vi
hanno
trovato
lavoro, ma perché
esse
sono
ragazze,
che contribuiscono
con i loro guadagni da
una parte ad aumentare il reddito
della
propria
famiglia e dall'altra a stimolare, con i loro
acquisti,
le attività
commerciali.
Non posso non sentirmi orgoglioso quando
penso
a
tutta la gente che in varie parti d'Italia va a letto dopo aver indossato
un
comodo
pigiama,
frutto delle capacità imprenditoriali e della laboriosità
dei miei figli più giovani.
INDUSTRIA
MECCANICA
Alle quattro del mattino, nel periodo estivo, erano i martelli
dei fabbri, che battevano con ritmo ossessivo
sull'incudine,
a
dare la sveglia a tutta la gente. Soprattutto gli abitanti del Parco
ne facevano le spese, ma anche sul Centro e sul Borgo risuonavano i
colpi alternati dei grossi
martelli che davano forma al ferro rovente e rimbalzavano
sull'incudine. C'era, anzi, una specie di saluto, un richiamarsi,
tra i fabbri delle tre botteghe del Parco e quelli dell'unica
bottega del Borgo, aperta nell'angolo tra
l'edicola e il distributore di carburanti. Il saluto era d'obbligo
perché tutti i fabbri erano imparentati tra loro: provenivano da un
unico ceppo, che già nel 18OO aveva iniziato questa attività.
Il mestiere di "ferraro"
è
ora scomparso; le ultime due botteghe sono state chiuse: negli anni
sessanta, quella del Borgo; quella del Parco, una decina di anni fa.
L'avvento della meccanizzazione in agricoltura ha provocato la fine
di questo artigianato
che al lavoro agricolo era intimamente legato. Erano i fabbri,
infatti, a produrre e a riparare gli attrezzi adoperati per il
lavoro nei campi: zappe; bidenti; falci; accette; punte per
piantatoi;
punte
per vomeri, di cui
ancora nel 1952
circolavano
esemplari
di legno; raschietti per togliere il fango
dalla
suola
delle
scarpe.
Dalle
loro
botteghe
uscivano
anche
le
"rasulicchie"
per pulire
la spianatoia
e
la
madia
e
per tagliare
la
pasta, gli
"josciaturi"
per
ravvivare
il fuoco nel camino,
le
palette
per
spostare
la
brace
e
per
togliere la
cenere,
gli "asciugapanni"
da sistemare
sul
braciere.
Per
lavorare
il ferro
i
fabbri
si
servivano
della
fucina,
un focolare
a
carboni ravvivati
da
un ventilatore
azionato
a mano,
che consentiva
di raggiungere
temperature
tali
da
fondere il
metallo.
Questi
artigiani
abilissimi
erano
in grado di
eseguire
le
saldature
di
pezzi
di
ferro
usando, fino al 1951, la
silice della
cava
di
Pesco
La
Torre
ridotta in polvere
col martello.
Spessissimo
i fabbri
si trasformavano
in maniscalchi
impegnati
nel
ferrare
i cavalli,
gli asini e i buoi: tagliavano
un po' dello zoccolo del piede
dell'animale
per pareggiarlo, poi vi applicavano il ferro rovente
per
facilitarne l'aderenza e lo bloccavano con dei chiodi
particolari.
La ferratura
non era effettuata soltanto presso
le
botteghe,
ma
in alcuni periodi dell'anno erano i maniscalchi a girare per le campagne
e per la loro opera venivano ricompensati in natura.
I fabbri esercitavano anche la funzione di veterinari, infatti
curavano gli zoccoli degli animali colpiti da una malattia che ne causava
lo sgretolamento. Curavano anche le persone anemiche, per le quali
preparavano delle "pillole" con la limatura di ferro racchiusa in
una buccia di cipolla, che i pazienti, pazientemente, inghiottivano.
Essi
erano capaci di aggiustare le armi e di lavorare con arte nella
realizzazione di una ringhiera o di una inferriata o di un "tozzelaturo",
il batacchio infisso su tutte le
porte
per la gioia
dei
monelli, che si divertivano a bussare e a scappare
inseguiti
dalle
minacce
delle
vecchiette.
L'ultimo rappresentante
della
grande
famiglia
di fabbri
il
quale
si
occupa
ancora
della
lavorazione dei
metalli
è Antonio Lamparelli,
proprietario
di un'officina
in Viale Europa. Alla base del suo lavoro,
però,
oggi non c'è più il ferro, che
è
stato sostituito
dall'alluminio
e
dalla
plastica, e la
sua produzione
non
è più
legata
all'agricoltura,
ma
all'edilizia.
Nell'officina,
infatti,
si producono
soprattutto
infissi,
balconi,
finestre,
porte,
tapparelle,
imposte,
ringhiere,
per le nuove
abitazioni costruite qui da
me o nei paesi
vicini. Il posto
della
fucina
e dell'incudine
è
stato
preso
da macchine
che
consentono
il taglio dei profilati
di alluminio
e di plastica
e
il
montaggio
delle serrature, dei saliscendi e delle cerniere,
da
una fresa
per
modellare
gli incastri, da una punzonatrice, da una
saldatrice
e
da un trapano. La materia prima viene ora portata
direttamente
sul
posto dai fornitori,
mentre
una volta i fabbri erano
costretti
a
riciclare
materiale
bellico.
La richiesta di infissi
metallici
è
stata ed è
elevata, essi, infatti, hanno
sostituito quasi del tutto le porte
e
le finestre in legno usate in precedenza. Ciò ha favorito la nascita di
un'altra impresa occupata in questo settore, quella dei Frat.lli Luongo,
anch'essi attivi in un locale in Viale Europa dal 1983. A gestire la
piccola industria sono i due giovani titolari con l'aiuto di due
apprendisti. Per ottenere il prodotto finito si
servono
di parecchi macchinari: una sega circolare; una punzonatrice per angoli
di 90°; un pantografo; un'intestatrice per il taglio
degli
incastri;
macchine per l'inserimento
delle cerniere, delle
serrature,
delle
maniglie
e dei
saliscendi; una filettatrice; un trapano
a due
punte;
un trapano
a colonna;
una mola. L'aria necessaria
per
il funzionamento
della maggior
parte delle
macchine
è
prodotta
da
un compressore.
Gli infissi,
che
secondo
le richieste
del
cliente
vengono
forniti di
cristalli
di
diverso
tipo,
per
esempio
a
camera
o fumé,
sono installati
e montati dagli stessi
operai
dell'officina.
La
presenza
di questi
laboratori
artigianali
per
la lavorazione
dei metalli
assume
un'importanza
rilevante,
sia
perché
essi
offrono
ai
miei
abitanti
prodotti
di
qualità
in tempi
brevi,
sia
perché
soddisfano
sempre
più spesso
richieste
provenienti
da
altri
paesi
e concorrono,
quindi,
a rendere
attivi
i
miei
scambi
commerciali.
Bene!
Anche se
l'assordante
e stridente
rumore
della
sega
elettrica
non
è
come
il suono
argentino
dell'incudine.
Dal
1981 opera
l'O.M.P.
(Officina
Meccanica
di Precisione)
di
Vincenzo Padrevita, situata in un locale di Via Giacomo
Matteotti.
L'officina, attrezzatissima,
è
specializzata
nella produzione
di "particolari a disegno",
cioè di componenti per motori, carrozzerie,
attrezzi,ecc.,
in base alle forme e alle misure indicate
in un progetto fornito
dal
committente. Il lavoro è svolto
quasi esclusivamente
per
altre industrie, per
esempio per la Fiat di Flumeri, della
quale l'O.M.P.
è
tra i fornitori già muniti di codice, perché
intrattiene con essa un rapporto stabile. Altri pezzi sono prodotti per
la Fiat Sofim di Foggia, che costruisce motori diesel; per 1'Italgel di
Benevento, produttrice di gelati; per l'Italdata di Avellino, che si
occupa di computers; per la
Masomilan
di Napoli, che
realizza valvole di vapore per raffinerie di petrolio; per la Staveco
di Nola, interessata
alla costruzione e alla revisione di carri
armati.
Ma
anche
le industrie, i laboratori artigianali e i privati
della
mia
zona
vi
si
rivolgono in caso di necessità.
A lavorare
nell'officina
sono
in quattro: il proprietario, la
moglie,
che
si occupa
dell'amministrazione,
e due operai.
Ma
in
questo
tipo
di
industrie
più
che
l'uomo
contano le macchine e l'O.
M.P.
ne possiede
molte,
capaci
di
eseguire
delle lavorazioni
estremamente
precise.
Si
tratta
di
macchine
utensili
dal
costo
elevato,
progettate
e costruite
da industrie italiane, che è raro
trovare in
altre
officine
della
nostra
provincia. Innanzitutto il
tornio,
che
consente
la lavorazione
di
particolari
cilindrici
e
conici
ed esegue
la filettatura
e
la
zigrinatura.
Inoltre: una
fresatrice
verticale,
per
ridurre
i pezzi
alla
misura
dovuta,
dotata
di
un visualizzatore
a
cristalli
liquidi
che
indica
con
precisione
centesimale
l'avanzamento
del
particolare
in lavorazione;
una
fresatrice
universale,
che
esegue
il
taglio
sia
in
orizzontale
che
in
verticale;
un'affilatrice
tangenziale,
che
permette
di
ottenere
delle
superfici
levigatissime;
una
rettificatrice
cilindrica
con
mole
di
diverse
dimensioni,
diamantate,
per
la
finitura
delle
superfici
interne
ed
esterne
di un pezzo. Alcune
di queste
macchine
sono
completamente
automatizzate,
in
grado
cioè
di
svolgere
la lavorazione, una
volta
impostate,
senza l'intervento
dell'operaio
e sono
fornite
di
innumerevoli
accessori. Oltre ai
macchinari
già
descritti,
l'officina possiede
un seghetto alternativo,
che
è
lo strumento
da cui inizia
il ciclo di lavorazione
di un
pezzo,
una tronchese,
per
tagliare
i profilati
di alluminio e le barre di plastica,
un trapano
a colonna e una molatrice. In un posto di lavoro come questo non
possono
mancare gli strumenti di misura, in particolare
il calibro decimale e il micrometro, che indicano con una precisione
massima la lunghezza e lo spessore di un oggetto meccanico.
Le materie prime utilizzate dalla O.M.P.
sono il ferro, il bronzo, il
rame, l'alluminio, l'ottone, la plastica e, soprattutto,
l'acciaio. Di quest'ultimo si adoperano vari tipi, a seconda delle richieste
specifiche indicate nel progetto sulla base
delle diverse sollecitazioni che i particolari prodotti dovranno
sopportare. Pertanto, alle varietà
di acciaio più comuni, il 18/IO, il 316,il C IO,
il
C
20 e il
C 40, si
aggiungono
l'U85MV8
e
l'UX20OCI3,
durissimi,
indeformabili,
temperati
tra
gli
800° e i 1OOO°.
Il titolare
dell'officina
si rifornisce
di
materia
prima
presso
alcuni
rivenditori
di
Napoli;
non
può
rivolgersi direttamente
alle
industrie
di
base
perché
esse
cedono
soltanto
grossi
quantitativi
di
merce.
L'O.M.P.
è
un'industria
minima, con
caratteristiche
tipicamente
artigianali,
che
offre
un
prodotto
di
altissima
qualità
e
fa
viaggiare
il mio
nome,
il
nome
di
Casalbore,
sui
pullman
della
Fiat.
INDUSTRIA ALIMENTARE
Chi non sapeva fischiare non poteva fare il mugnaio. Con dei potenti fischi,
infatti, un mugnaio annunciava all'altro, proprietario di un mulino
posto un poco più in basso, che stava
per arrivare la
“scapula”.
La “scapula” (lat. scaphula
=
vasca; capulare
=
travasare)
era la cascata d'acqua che usciva violentemente da un bacino di raccolta e
metteva in movimento la macina del mulino. Una volta passata la “scapula”,
il mulino non poteva più funzionare e per il mugnaio
il lavoro terminava. Per metafora il termine dialettale ”scapulare" ha
assunto proprio il significato di “smettere di lavorare". Di fischi
nei primi decenni di questo secolo ne sentivo parecchi, dato che, lungo il
Vallone del Fosso
a partire dal monte Fontanella (“Fontaniello”) fin giù al Miscano
(“iumara”), erano attivi ben nove mulini ad acqua.
Due sorgevano al Fontaniello, vicino alla Cascata; uno nei pressi del ponte
del Parco; un altro a San Nicola; altri tre in località La Lammia, Santa
Maria e Canale; gli ultimi due a poca distanza dal corso del
Miscano,
in una zona indicata come
Marcu
Lu Pintu.
Ciascuno
di
questi mulini era fornito di una
“torre",
un serbatoio
in pietra alto
fino a 1O metri, alimentata dall'acqua di
qualche
sorgente
e da
quella piovana portata dal torrente.
Quando
si voleva
macinare,
si
lasciava
defluire l'acqua
accumulata
nella
torre
da
un foro, che di norma era ostruito da un tappo
in legno
azionato
da
un lungo
palo. La massa
d'acqua fuoriusciva
con
violenza
e andava
a sbattere
contro una ruota munita di pale,
detta
“trecene"
mettendola
in
movimento.
Il
moto
del “trecene” si trasmetteva
per mezzo di assi
di legno
alla
mola,
una
pesante
ruota
di
pietra,
che ruotava
su
un
altro
disco
di
pietra
fissato
al pavimento
(lettèra).
La
“scapula”
che era
servita
per
azionare
il
primo
mulino
passava
al
secondo,
poi
al terzo,
e
così
via
… Sempreché
i
mugnai
non fossero
in
lite
fra
loro.
Dai
mulini
ad acqua,
alcuni
dei
quali hanno definitivamente
smesso
di
funzionare
soltanto
dopo la seconda guerra
mondiale,
si passò,
tra
il
1920
e il I930,
a quelli
azionati
da
un
motore a
vapore
o a
scoppio,
che
furono impiantati
uno
al
Parco
(Romano)
e
un
altro
sotto
la
Rimessa (Maraviglia).
Il
primo
è ancora
oggi
attivo;
il
secondo,
invece,
venne
sostituito,
negli
anni
cinquanta,
da
un
moderno
mulino
a
laminatoi,
aperto
da Resce Guido sulla Rimessa,
che ha
funzionato
fino
al
I98I.
Una
torre
è anche
adesso
la
caratteristica
del nuovo
mulino
costruito
in Via
Mainolfi.
Si tratta di una costruzione
di cinque
piani,
alta
circa
20
metri
e larga 12,
che ospita i macchinari dell'industria
molitoria
di Resce Nicola, la più grande della nostra provincia.
Il
mulino
ha iniziato
l'attività
nel 1982, ed è in grado di macinare
in
24 ore 750 quintali di grano, 30 quintali all'ora, che
dànno
500
quintali
di
farina. Attraverso
i laminatoi del mulino passa
esclusivamente
grano
tenero, proveniente quasi tutto dalla Francia,
che giunge qui
su
camion caricati nei porti campani. Soltanto nel periodo estivo viene
trattato anche il grano tenero prodotto
localmente.
Il grano,
che entra nello stabilimento "alla rinfusa”
è
scaricato
in una
fossa
e da qui
è
immagazzinato, con un
elevatore
a
tazze,
nei sili
adiacenti
alla
torre,
i
quali
hanno
una
capacità
di
12.000
quintali.
Dai
sili
il grano
inizia
il
suo
andirivieni
tra
le
numerose
macchine
del
complesso
industriale.
Innanzitutto,
è
sottoposto
alla
pulitura,
che
è
distinta
in due
fasi:
nella
prima,
il grano
viene
bagnato
e fatto
riposare
in un silo
per
un
minimo
di otto
ore; nella
seconda,
avviene
la
vagliatura,
che
permette
l'eliminazione
delle
scorie.
Inizia,
quindi,
la
molitura
per
mezzo
dei laminatoi,
che
sono
dei
cilindri
disposti
orizzontalmente
in
coppia
e ruotanti
l'uno
contro
l'altro.
Il mulino dispone
di
IO
laminatoi,
quindi
di 20 coppie di rulli.
Il
prodotto molito
passa successivamente
alla stacciatura,
operazione
che
serve
a separare
la
crusca
dalla
farina
e
che
viene
effettuata
con macchine
semolatrici
e
con
stacci
oscillanti
(Plansichter).
Il mulino produce
anche
la
crusca e il tritello,
un cruscame
più
sottile, che sono venduti ai grossisti per uso zootecnico.
In ogni piano dell'edificio
si svolge una fase
diversa
della lavorazione
e
il prodotto, attraverso aspiratori pneumatici,vi
sale e scende,
prima che sia finemente
lavorato, una ventina
di volte.
Il
mulino
è
in
funzione
per 16 ore al giorno
e
vi
lavorano
4
persone in
due
turni.
Gli
addetti
sono più che
sufficienti
se si
considera
che il
ciclo
di
produzione
è
completamente
automatico
e gli
operai
devono soltanto
controllare il
regolare
funzionamento
di tutti
gli
organi.
La
funzione
di controllo,
però,
deve
essere
continua,
perché
le macchine,
i laminatoi
in particolare,
vanno
registrati
a seconda della
calibratura,
della durezza,
insomma
della qualità
del grano
da macinare.
La
manodopera
è
tutta
locale;
soltanto
nella
fase
iniziale
della
attività
si fece
ricorso ad
un capo
mugnaio
forestiero.
Molto
importante per
la lavorazione
ottimale
del prodotto
è
la
misurazione
del
grado
di
umidità
che inizialmente
non
deve
essere
superiore
al 17 per cento
e alla
fine
del
ciclo
deve
scendere
al di sotto del 15
per cento;
questo dato
è
importante
perché
da
esso
dipende
la
conservabilità
della
farina.
Per
far funzionare
i due
motori
dei
laminatoi
e i singoli
motori
Giravano
lente
le macine,
girano veloci ora i cilindri:
tutto
è
cambiato
nel
volgere
di pochi decenni.
Persino
i proverbi
non
hanno
più senso:
"Chi va
al
mulino s'infarina "; "Il
mulino
non macina
senz'acqua";
"Ognuno
tira l'acqua
al
suo mulino". Il
nuovo
mi
è
arrivato
addosso come
una “scapula”.
L'unico
forno
che mi
è
rimasto,
di
proprietà
della
famiglia
Tutolo,
è
stato aperto nel I970. E' un forno elettrico che ha preso il posto
dei 6 a legna, 4 nel Centro e 2 al Parco, attivi in precedenza,
quando il pane si preparava in casa
e si
portava al forno soltanto per la cottura. Alla fine degli anni cinquanta in un
forno del Centro si iniziò ad usare un bruciatore a nafta al posto della legna e
qualche anno dopo, nel 1961,
entrò in funzione un vapoforno al Parco (Romano), che ha cessato l'attività nel
1968.
Oggi il pane
è
ottenuto in maniera industriale in un panificio
che svolge tutte le operazioni necessarie per trasformare la materia prima in
prodotto finito. La farina,
acquistata presso il mulino Resce,
è
impastata da una macchina; dopo la lievitazione la pasta viene tagliata in forme
che sono messe a riposare (“arreparare”) in cesti di vimini “cistielli”) e poi
passate con una lunga pala nel forno. Il pane
è
venduto in pagnotte (“scanate”) da uno, da due e da tre Kg e in filoni da un Kg.
Il panificio
è
anche dotato di macchine per la produzione di panini e di filoncini di pane
integrale. I prodotti più richiesti, però, sono quelli tradizionali, come le
pizze (bianca, al pomodoro, con
le patate),
i taralli con l'acqua e con le uova, i "piscuotti" con le "cicule" (filoncini di
pane con i ciccioli).
Al forno si rivolgono anche i privati per cuocere alimenti da loro stessi
preparati. Ogni giorno la panetteria sforna circa 3 quintali di pane che
è consegnato direttamente ai clienti ed ai
rivenditori del posto e che tre volte alla settimana viene portato con un
furgoncino anche nella vicina Malvizza.
Per fortuna, il forno può funzionare anche a legna quando l'energia
elettrica viene a mancare.
La gestione del panificio e la commercializzazione dei prodotti sono curate da
quattro persone, componenti
di un'unica famiglia,
che
dallo scorso
anno gestiscono
anche
una
pasticceria.
Le
abitudini
alimentari
sono
destinate
a cambiare
profondamente
nei
prossimi
anni
anche
da
me,
come
è già
avvenuto
nei
grossi
centri.La
tecnologia
ormai
entrata
prepotentemente
nel
campo
dell'alimentazione
ci
darò
prodotti
ottimi dal
punto
di
vista
della
qualità,
ma
privi
di sapore,
di
quel
gusto
che
soltanto
le
cose
semplici,
naturali sanno
offrire.
Avremo
superprosciutti
dai supermaiali,
superformaggi
da superlatte
prodotto
da supermucche, supermerendine
ottenute
con superfarine,
e
così via.
E
allora,
l'umile
cavalluccio, che ancora
qualche
massaia
prepara
per
Pasqua
insieme
ai taralli,
adoperando
soltanto acqua, farina
e sale,
potrebbe
diventare
una leccornia.
INDUSTRIA
PER
LA LAVORAZIONE
DELLE PELLI E DEL
CUOIO
I
miei abitanti devono essere degli instancabili
camminatori
e
dei consumatori
imperterriti di scarpe. Non si spiega
altrimenti
come abbiano potuto contemporaneamente lavorare, fino agli anni sessanta,
ben 16 e forse più calzolai. Sei botteghe erano aperte dal Borgo fino alla
Fontana (Piazza XI Febbraio), 5 nel Centro e altrettante al Parco. Il loro
numero, poi,
è
andato
man
mano calando e negli anni settanta ne sono rimaste soltanto cinque, che si
sono ridotte a due nell'ultimo quadriennio.
Il calzolaio, oggi, si limita a riparare o a modificare le scarpe prodotte
industrialmente ed ha a disposizione numerose macchine per cucire la suola e
la tomaia, per inchiodare i tacchi, per tagliare e sfettare il cuoio, ber
bucare la tomaia, per allargare i modelli, per sgrossare e lucidare il
cuoio. Fa molto uso di colla e lavora per lo più in piedi, spostandosi da
una macchina all'altra.
Lo "scarparo", invece, lavorava sempre seduto vicino
al
suo deschetto (“bancariello”), che spostava da una parte all'altra della
bottega o addirittura all'esterno per godere di un po' di frescura nelle
giornate assolate. E cantava, dalla mattina alla sera; smetteva
soltanto
il lunedì, quando
la bottega rimaneva chiusa o quando doveva badare ad un cliente. Allora
doveva fare attenzione a prendere
bene
la misura. Per fare ciò, si serviva di un'unica striscia
di
carta
con la quale misurava sia la lunghezza
della
pianta
del
piede,
sia la larghezza all'altezza del collo, e, se la
scarpa
doveva venire alta, anche la circonferenza della caviglia (“fusillo”).
Fare
una
scarpa
richiedeva
una lunga serie
di
operazioni.
Era necessario
servirsi
di modelli
di
carta
che
si
misuravano
sulla
forma per ritoccare
eventuali
imperfezioni.
Sui
modelli
si tagliava
la
tomaia,
divisa in
due
pezzi,
avanti
e dietro,
che poi si cucivano. Si
applicava,
quindi,
sotto la forma
un
sottopiede di cuoio (“chiantélla”)
e si montava
la tomaia
che,
fissata
con
chiodi alla
forma,
veniva
cucita
insieme con un bordo,
anch'esso
di
cuoio
(“guardionciello”).
La
parte
centrale
della “chiantella”
si riempiva con spezzoni
di
vecchi scarponi
sui
quali
veniva
stesa la suola.
Dopo aver
cucito
la suola
al
"guardionciello"
si costruiva
il tacco
con
sfoglie
di cuoio
sovrapposte ed inchiodate singolarmente.
Per
ogni
fase della
lavorazione
servivano
dei materiali
e
degli
attrezzi
particolari.
Per
cucire si usavano
da
otto
a
dieci
fili
di
spago
attorcigliati
e impeciati con
perizia;
all'estremità,
poi,
si
legavano
delle
setole
di maiale che
passavano
facilmente
attraverso
i
fori
praticati
nel
cuoio
dalla
“sugghia”
(lesina).
Il cuoio
prima
di essere
lavorato
doveva
rimanere
per
un’ora circa
a
bagno in una
bacinella
e poi,
per assottigliarlo,
veniva
battuto col martello su una
pietra
detta
“batti
sola".
Il calzolaio, protetto
dalla
vandera”
(grembiule
di pelle)
e col
“guardamano"
(mezzo guanto
di
cuoio) sulla sinistra, aveva vicino a sé, sul deschetto o poggiati
per terra, tutti gli strumenti che gli servivano: martelli;
tenaglie
per
estrarre
i chiodi
o di
“presa"
per montare la
scarpa;
forme
in ferro e in legno;
forbici; "pede
de puorco”
(bussetto)
di legno e di ferro per
Anche gli “scarpari”, come tutti gli altri artigiani, andavano a lavorare "a
giornata" presso
le masserie delle varie contrade
e rimanevano fuori per delle settimane intere.
Il lavoro non mancava:
si facevano scarpe per i giorni di
festa
e
per
quelli
feriali; scarpe da fatica, come il "coturno" usato
dai
contadini
,con
la
tomaia
di un solo pezzo; si applicavano
“meze
sole";
si
sistemavano
i
tacchi;
si sostituivano
i
ferri,
ecc.
Il pagamento
avveniva
spessissimo
con
beni
in natura,ma
capitava
anche
di dover
discutere
col cliente
per
ottenere le
poche lire dovute.
Quest'
ultima
situazione
è
descritta in una
poesia
di
Ferdinando
Russo
dedicata
a
San
Crispino,
protettore
dei
calzolai,
che
si
festeggia
il 25
ottobre.
I versi
che
seguono
li
ho
sentiti
più
volte
recitare
da
Nunzio
Mennitto,
calzolaio
e fine
dicitore
di poesie.
San
Crispino
'o
'ntossecuso
mo
pe' chesto,
mo
pe’
chello
e
'nfuscato
afferra
'a
suglia
'Na matina,
‘o Pat’Eterno
le
mannaje
pe' ’e ffa’
accuncià
na
pareglia
'e meze-cape.
-
Vo'
na cosa acconcia
acconcia…
Saie ca parle cu n'artista
e nun già cu nu chiappino?
ca me chiammo San Crispino?
Posa 'e scarpe e va vattenne,
-
No,
serveva pe’ te dicere
ca sti scarpe songo 'e
Dio…
-
N'ata
vota
mo!Vattenne
Ca pe’ me
so'
tutt’ 'o stesso!
torna tutto appaurato,
-
Viene ‘a cca, pòrtale ‘e scarpe!
Tanto
'e
pressa
t'ha
mannato?
E dincelle:
”Vo’ tre lire!
Ve l’ha fatte
quase
nove!
Nce ha mettute e
guardiuncielle,
L’angiulillo, aizanno vuolo,
Chillo sta accussì arraggiato!
-
Lassa sta’! Mo nce vach’io…
-
Accussì?
Mannaggia
‘a
morte!
Tu capisce? Io nun t’ ‘o spieco!
Per
cinque
anni,
dal
giugno
del
I979
all'ottobre
del
I984,
ho
visto
funzionare
una
vera
industria
per la fabbricazione
di
cal-
zature,
impiantata
da Lembo Pasquale in contrada
Bellavista.
Nel primo
anno di
attività
gli addetti, di entrambi
i sessi,
erano trenta, poi si sono ridotti man
mano
fino a tredici.
Le
materie
prime
provenivano dalla provincia di Pistoia.
Si
producevano scarpe da donna, esportate in Belgio, in Africa del
Nord
e
in America. Le macchine presenti nella fabbrica
erano
le
seguenti: una
fresatrice, una stampatrice, una stiratrice, un
forno, una
raspatrice, una fresa e una cucitrice. Questa
industria
continua ad operare ad Ariano Irpino, dove sono stati trasferiti
i macchinari.
INDUSTRIA PER LA LAVORAZIONE DEL
MARMO
Un'attività completamente nuova per me
è
quella della lavorazione del marmo.La presenza di numerose industrie nella vicina
Benevento non aveva fatto nascere il bisogno di avere un'impresa
di questo tipo sul posto. L'aumento della domanda,
conseguente allo
sviluppo edilizio, e l'accresciuto costo dei trasporti hanno stimolato
un imprenditore
locale, Masella Anatolio, ad aprire,
tre
anni
fa, una piccola industria a conduzione familiare con tre
addetti.
Il marmo, già tagliato in lastre,
è acquistato quasi
tutto
a
Massa
Carrara
ed
è
qui lavorato con l'ausilio di
due
macchine,
una
fresatrice
e una
levigatrice.
Si producono soglie, ornie
per davanzali
e stipiti
di
finestre, scalini, lapidi e rivestimenti
con
vari
tipi
di marmo:
bianco,
perlato,
granito,
travertino
e pietra
di
Trani.
Il
marmo
che
ora contorna
le
porte
le finestre
e i balconi
delle
nuove
costruzioni
non
riuscirà
a
far
dimenticare
la
bellezza
dei
pezzi
d'intaglio
in
pietra
viva,
che
le vecchie
case
ostentano ancora
vanitosamente.
Stipiti,
archi
a tutto
sesto
ed
ellittici,
architravi,
lunette,
mensole
per
balconi, stemmi
gentilizi
e camini,
tagliati
e
lavorati
da
valenti
scalpellini,
erano come
tante
piccole
opere
d'arte
esposte
all'interno o all'esterno delle
case.
INDUSTRIA
PER
LA
LAVORAZIONE
DEL LEGNO
Nell'unica bottega di falegname ancora attiva, quella
di Tedesco
Ettore, aperta
15 anni fa in Via G. D'Orso, alcune
macchine
permettono di
produrre
porte, balconi e finestre in tempi
brevi. Si tratta di
macchine
di
grandi
dimensioni,
cone
una sega a nastro,
una
combinata (pialla, sega, buca, fa cornici e spessori),
una bucatrice
e
una levigatrice, e di piccole dimensioni, come due
seghe
a
disco. Le varietà di legno usate sono il Douglas,
il mogano,
il pino
rosso, il noce
e
l'abete.
I sei falegnami che la gente ricorda ancora avevano a disposizione, invece, soltanto la forza dei loro muscoli e pochi attrezzi.
Nella bottega troneggiava
il banco, munito di morsa, sul quale si
Il
legno
proveniva
da alberi
nati
sul mio
terreno, come
pioppi,
castagni,
ciliegi,
querce
(rovere),
sorbi,
olmi,
meli,
gelsi e noci. Erano
gli stessi
falegnami
che
nel
periodo
estivo,
armati di "struncone" e accetta,
giravano
per
le campagne
a tagliare gli alberi,
il cui legno
veniva
utilizzato
dopo
l'asciugatura.
Oltre
ai
falegnami,
c'erano
degli
artigiani
specializzati
in lavorazioni
particolari.
I
"varrilari"
o
"secchiari",
per esempio,
che nelle
loro
tre
botteghe costruivano
e riparavano
"varrili"
(barili) con
le doghe di
legno
e i
cerchi di ferro. Ne facevano di
diverse
misure,
dalla "varrecchiella"
da 5 litri a quelli da 20 litri.
C'erano
ancora
i
"carrieri" che
costruivano
i
carri
usati
dai
contadini,
e i "vardari"
che producevano
i basti
("varde")
per gli
asini
e i
muli
servendosi
di una struttura
di legno
che
ricoprivano
con la paglia
e
con la pelle.
Molti
erano, infine,
i
"cistari"
che intrecciavano
vimini
e canne per ottenere "spase",
sulle
quali si
facevano seccare
prugne
e
fichi,
cesti
e "panari" (panieri).
I SARTI
“Si
vai a spigolà
te fai
la
vesta”.
Era
questo
il consiglio
che davano le madri alle
figlie che
chiedevano con insistenza di
poter
indossare un vestito nuovo per la festa. E allora via di
corsa nei campi a raccogliere
le spighe rimaste abbandonate sul terreno dopo la mietitura e la
“carratura".
Con le lire ricavate dalla
vendita del grano, ottenuto trebbiando con un bastone le spighe raccattate, le ragazze si recavano felici dalla sarta. Potevano scegliere tra molte, perché le donne che esercitavano a tempo pieno
questo mestiere erano almeno tredici ed ognuna di esse aveva un nutrito seguito di apprendiste. Anche i "masti”
e i
“discipuli”
erano numerosi: si contavano otto botteghe. Le sarte erano impegnate soprattutto nel cucire il corredo per le donne che andavano spose, le quali dovevano provvedersi di tutto, dalle mutande ai materassi, dai reggiseni alle lenzuola. Il lavoro, sia per i sarti che
per le sarte, aumentava di molto sotto le feste, in particolare
quella della Madonna della Neve, quando gli abitanti del paese e
quelli
“de
fore" ci tenevano a sfoggiare un vestito nuovo. In
quelle occasioni si lavorava anche di notte e molti abiti
erano
consegnati all'ultimo momento.
La
“roba”
necessaria per i vestiti si acquistava di solito a Buonalbergo o la si sceglieva sui
campionari che
alcuni
sarti
avevano
a disposizione.
Il
pagamento
avveniva
il più
delle volte in natura, perciò le botteghe
si trasformavano in
“Ammasso".
Un sarto, Camillo Pezzuto,
era
anche
rappresentante
di
macchine
da
cucire Singer, che insieme
alla
Phaff
era
allora
la marca
più
diffusa,
ed
organizzava
corsi
di cucito.
Quando,
ed avveniva
di frequente,
i
sarti
erano
chiamati
a
lavorare
"a
giornata",
la
sera
precedente
il cliente
si presentava
alla
bottega
con
la sua
"vettura"
(asino)
sulla
quale
carica-
va
la macchina
da
cucire
e
la
portava
alla sua
masseria.
L'indomani alle sette il sarto poteva già iniziare
il
suo lavoro. Per stirare i sarti non usavano il ferro elettrico e a chi passava dinanzi ad una bottega capitava spesso di vedere sulla soglia il maestro o un suo discepolo muovere il ferro da stiro come un
pendolo per favorire
l'accensione
dei
carboni.
I
miei
sarti
vissero
un
momento
di gloria
quando,
riuniti
tutti
insieme
nell'androne
del
palazzo
Gallo,
furono
impegnati
nella confezione
delle
divise
invernali
per
i 70 e
più
componenti
della
banda
musicale.
Oggi
è
rimasto
un
solo
sarto
per
uomo,
Valentino
Petrone,
a mantenere
in
vita
un
lavoro
artigianale
messo
in crisi
dalle
tante
industrie
di
indumenti
già
confezionati.
Più numerose
sono le sarte,
quattro,
alle
quali
molte
donne si rivolgono
per
avere
modelli
originali
per
sé e per i propri
figli.
Le
attuali
tendenze
della moda
sia
maschile che femminile,
che
vanno
verso
una
“personalizzazione“
marcata dell'abbigliamento e che
spingono
alla
richiesta
di vestiti
su
misura,
faranno presto
rifiorire
questo mestiere
per
il
quale
si
richiede perizia
e
creatività.
EDILIZIA
Nel mio arredo urbano
si
sono inserite di prepotenza
le gru,
con
i
loro
lunghi bracci
lasciati
liberi di
muoversi
sotto
la
spinta
del
vento, come
bandiere
che garriscono
per celebrare
la
vittoria
del cemento.
E le gru non sono sole: betoniere, escavatori,
ruspe,
martelli
pneumatici, ecc., continuano a lavorare per trasformarmi.
Nell'arco
di una
generazione
sono cambiato più di quanto non mi sia
accaduto
nel
corso di otto secoli. E' a seguito del terremoto
del
1962 che
i lineamenti
del mio volto hanno iniziato a mutare. L'opera
di
ricostruzione,
favorita dall'intervento dello stato, ha fatto
nascere nuovi quartieri, provocando l’abbandono del mio vecchio centro, ed ha
determinato un profondo cambiamento nel sistema di vita dei
miei
cittadini. E' scomparsa la "civiltà del vicolo”,
dove la vita scorreva lenta segnata dal ritmo dell'orologio del campanile e dal
suono delle campane; dove il vicino era una persona di famiglia; dove i fatti
correvano da una bocca all'altra; dove i fanciulli giocavano liberamente; dove
il selciato era battuto dagli zoccoli degli
asini; dove si nutrivano semplici, ma profondi, sentimenti; dove, dove,
dove
…
Al suo posto
è
subentrata " la civiltà della strada
asfaltata",
dove le auto sfrecciano veloci o avanzano pigramente
e
inutilmente;
dove
l'unico rapporto
sociale
è
lo scambio affrettato
di
un
saluto;
dove
i passi
non fanno rumore; dove i
sentimenti…( che
sono?
); dove,
dove,
dove
…
C'è
stato,
quindi,
in questi anni, il boom dell'edilizia
che ha
portato
molti posti
di lavoro ed ha trainato tutte
le
altre
attività.
Nel
Censimento
dell'industria
del
1981
le
imprese
edili
operanti
risultano
8, quasi
tutte
con caratteristiche
artigianali,
con
62
addetti,
pari
al 38
per
cento del totale
dei
lavoratori
del
settore
secondario.
Attualmente
(Aprile
1987) le imprese
locali
sono 13,
6 delle
quali
hanno
dimensioni
minime con un massimo
di 3 operai;
altre 3
raggiungono
i cinque
addetti
e soltanto 4 ne hanno da IO a 20.
Gli
occupati presso le imprese edili sono, quindi, circa 80.
Le
cifre
qui fornite
e quelle che si daranno
più avanti rispecchiano la realtà
odierna,
ma
bisogna tener conto che esse
si
modificano
continuamente,
anche se di poco, perché l'occupazione
in questo
settore
è
molto fluttuante.
Tra le 4 imprese
maggiori 2 sono società di cooperazione.
Una
è
la Edil Campania, società cooperativa edile di produzione
e
lavoro,
costituita nel
marzo del 1975, con sede in Piazza
Cesare
Battisti.
I soci fondatori furono 12, adesso sono una ventina. La
L'altra
società
cooperativa
è
La Torre, formatasi
di
recente,
nel gennaio
del
1984.
I IO soci
iniziali,
tra operai
e
tecnici,
si
sono
oggi ridotti
ad 8.
Le
altre
due
imprese
maggiori
(Padrevita
- Verrillo),
fornite
anch'esse
di molti mezzi
moderni,
si
occupano
di
costruzioni
stradali,
la
prima,
e
di
edilizia
pubblica
e
privata,
la
seconda. Un posto a parte occupa un'altra società cooperativa, denominata Belvedere, fondata nell'ottobre del 1978 con il fine di costruire case popolari ed economiche per assegnarle ai soci.
La cooperativa
avrebbe
dovuto
sfruttare
sia
i contributi statali e regionali,
sia
i contributi del credito ordinario
e agevolato.
I soci fondatori furono
12. Al momento la Belvedere
è
inserita
in uno dei primi posti
della graduatoria provvisoria
compilata
presso la Regione Campania
per l'assegnazione
dei contributi,
ma la posa della prima pietra
sembra ancora lontana.
Collegate strettamente all'edilizia sono due imprese, la Tecnoclima e la Termoidraulica, specializzate nell'installazione di impianti elettrici, idraulici e di riscaldamento. La prima, che ha la
sede sociale a Benevento, ha
16 addetti, tutti compaesani, la seconda 3. Per completare il quadro di questo settore, bisogna aggiungere due impianti che producono materiali per l'edilizia. Si tratta della Silim, società per la lavorazione di inerti fluviali, e della
Lampmix di Lampugnale, che produce inerti e conglomerati bituminosi. La
prima
è
ubicata in contrada Ischia
Miscano,
nel mio territorio, ma
è
una società con proprietari, capitali e addetti (17) tutti di
Montecalvo.
La seconda
, attiva
da alcuni anni in contrada Bellavista,
annovera tra i suoi operai due
casalboresi.
Complessivamente
le
persone
occupate
in imprese
edili
locali
o
collegate
all'edilizia
(installazione
di
impianti
e
produzione
di
materiali)
sono
un centinaio. A queste
si deve sommare
la
manodopera che
saltuariamente
lavora
presso
imprese
che provengono da
altri paesi
e
che
hanno
in
appalto
opere
nel mio territorio
comunale.
L'opera
di
ricostruzione,
grazie
ai
fondi
stanziati
anche
dopo
il terremoto
del
1980,
non è ancora
completa
anche
se
il
grosso
è
ormai
fatto.
Per
quanto
riguarda
l'edilizia
abitativa
pubblica,
in questi anni
c'è
stata soltanto la
costruzione
di
12
alloggi,
sorti
a schiera
orizzontale
con
fronte
sul
Viale Europa
e su
Via Giorgio
Amendola,
consegnati
agli
assegnatari
il 12 marzo
I987.
Più attivo
è
il settore
dei
lavori
pubblici.
Per
l'anno in corso
si prevedono
opere,
già
appaltate
o da appaltare
tra breve,
per
un importo
di due
miliardi
e
mezzo.
I lavori
programmati
riguardano
la
Casa
Comunale
(2° lotto),
il ripristino
dell'acquedotto
e delle
fognature,
il
rifacimento
o il
completamento
di strade
rurali
e
urbane
(Gaeta-Malvizza;
Corso
V.
Emanuele-Carcarola;
Cont/da
Cacarizzi;
Via
Cupa; Via
P.Nenni),
il
Nell'esecuzione
di
tali opere saranno
impegnate
due imprese locali
e
cinque
provenienti,
quasi
tutte, da
paesi vicini.
Comunque,
neppure
i miliardi
a disposizione basteranno
a dare una casa a tutti
coloro
che
ne
hanno bisogno,
perché
non
tutti
possono
accedere ai
contributi
statali
e
pochi
dispongono
delle
ingenti
somme
necessarie
per
edificare
un'abitazione.
Il
problema potrebbe
essere
risolto con la
costruzione
di altri
alloggi popolari.
L'edilizia
appare,
da
quanto
si
è
detto,
in
ottima
salute
ed
è
destinata
a
rimanervi
ancora
per
molto, considerando che,
oltre
alle
opere
pubbliche
già
previste,
ce ne
sono
altre che non possono
essere
rimandate
a lungo,
come
la costruzione di un
edificio
per la scuola
media,
il
completamento
della
piscina,
la dotazione di infrastrutture
ai
nuovi
quartieri,
il
recupero totale del centro storico e la
creazione
di un nucleo industriale.
Il lavoro
non
manca. Non è necessario riporre le speranze soltanto in un altro terremoto.
|
{kind=link}
{kind=link}
{kind=link}